
Food and Beverage Case Study in Pennsylvania
")
David Michael Company, Philadelphia, PA
Vortechs Automation Provides an Integrated Control System to Reduce Product Rejection Rates on David Michael's Ethanol Distillation Unit.
David Michael Company, located in Far Northeast Philadelphia, is a producer of flavors for the food and beverage industry, serving middle tier customers.
Each year the company creates and manufactures thousands of different flavor formulas in both liquid and powder forms. The quality of those flavors depends not only on the ingredients used, but on the ability to consistently repeat the formulas in each and every batch.
Today, automation plays a large role in achieving repeatability by setting and monitoring temperatures, cook times, process speeds and other factors to create high quality flavors, but this wasn't always the case. Up until 2002, David Michael had virtually none of its equipment automated and their Quality Control department was rejecting a high percentage of batches.
Jerry Giuffrida has been employed as a Maintenance Manager at David Michael Company for about 17 years. His mission from the start was to gradually automate the production plant in order to reduce operator error and lower product rejection rates, so he knew he needed an automation company.
Jerry's primary focus was on the company's Ethanol Distillation Unit (EDU), a big profit center that, before automation, struggled to create high quality product quickly and repeatably. He was already familiar with Vortechs Automation, a Control System Integrator, and knew that their expertise in customizable automated control systems would enable him to achieve his objectives.
Vortechs designed and installed a PLC-based integrated control system to automate the EDU with sensors and actuators. Controls include multiple analog and digital IO points for temperature, pressures, flows, levels, motors, valves and pumps. The Human/Machine Interface (HMI) on the front end consists of a user-friendly computer to set up and run the process. A graphic display allows the operator to visualize the process and monitor how it is progressing. For each batch, the software logs several data points which are then displayed in real time.
As Jerry explains, "You're able to monitor times, temperatures, speeds and different parts of the processes so you're able to make sure that everything is running efficiently."
Accurate temperature readings are especially important. If the temperature is too high for too long, the product could be damaged, incurring unnecessary waste and expense. Vortechs equipped the Tastepoint system to identify problems as they occur and send an alarm to alert operators remotely.
Jerry continues, "We try to keep everything straightforward and running like clockwork. Before, you didn't know of a problem until somebody found one. Now the operator can go right to the screen and see the entire operation. If anything is out of sequence, it'll turn yellow or red to show that it's becoming an issue. It's easy then for the operator to see what the problem is, to correct it or to notify somebody."
Currently at David Michael, most of the equipment in the facility - including stills, reactors, a spray dryer, a filling machine, central cooling, chilled water, and VAC systems - is automated, making everything much simpler and more efficient. When concerns do arise, they can be addressed and fixed remotely and quickly, a convenience for all concerned.
And the best news of all? Since the Vortechs system was installed, batch reject rates have been reduced to zero.
View PDF of this case study
 120v Power Input, Circuit Breakers, Surge
120v Power Input, Circuit Breakers, SurgeProtector
 Remote I/O Enclosure
Remote I/O Enclosure
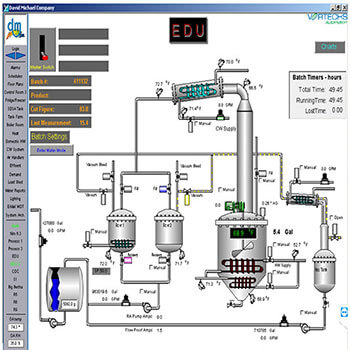 Sample Screen of David Michael's EDU
Sample Screen of David Michael's EDU